The food industry is characterized by a diverse and ever growing product portfolio, strict regulations as well as complex production processes with a high degree of automation. As a consequence, food manufacturers have been required to think more like system integrators over the last decades and put more thoughts in, among other things, an optimal flow of materials and hygienic system design.
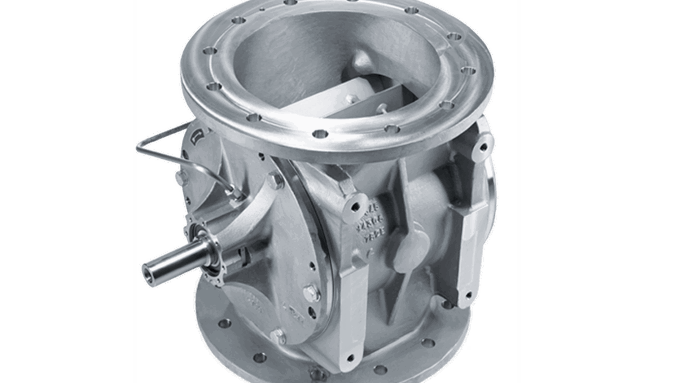
Rotary and diverter valves are some of the key components in many food processes. They ensure an efficient transport of the ingredients or the conveying good while controlling the flow rate. Additionally, they serve as a flame barrier in potentially explosive atmospheres and therefore play a critical role in safeguarding operations. Their hygienic and gentle handling of different types of bulk solids, from flour and sugar to starch and dairy powders, thus ensures smooth operation across all production stages. Furthermore, rotary and diverter valves must facilitate frequent product changeovers and minimize the risk of cross-contamination without mitigating productivity. Valve designs must meet these demands through cleanability, durability, and easy maintenance to minimize downtime and reduce operational costs.
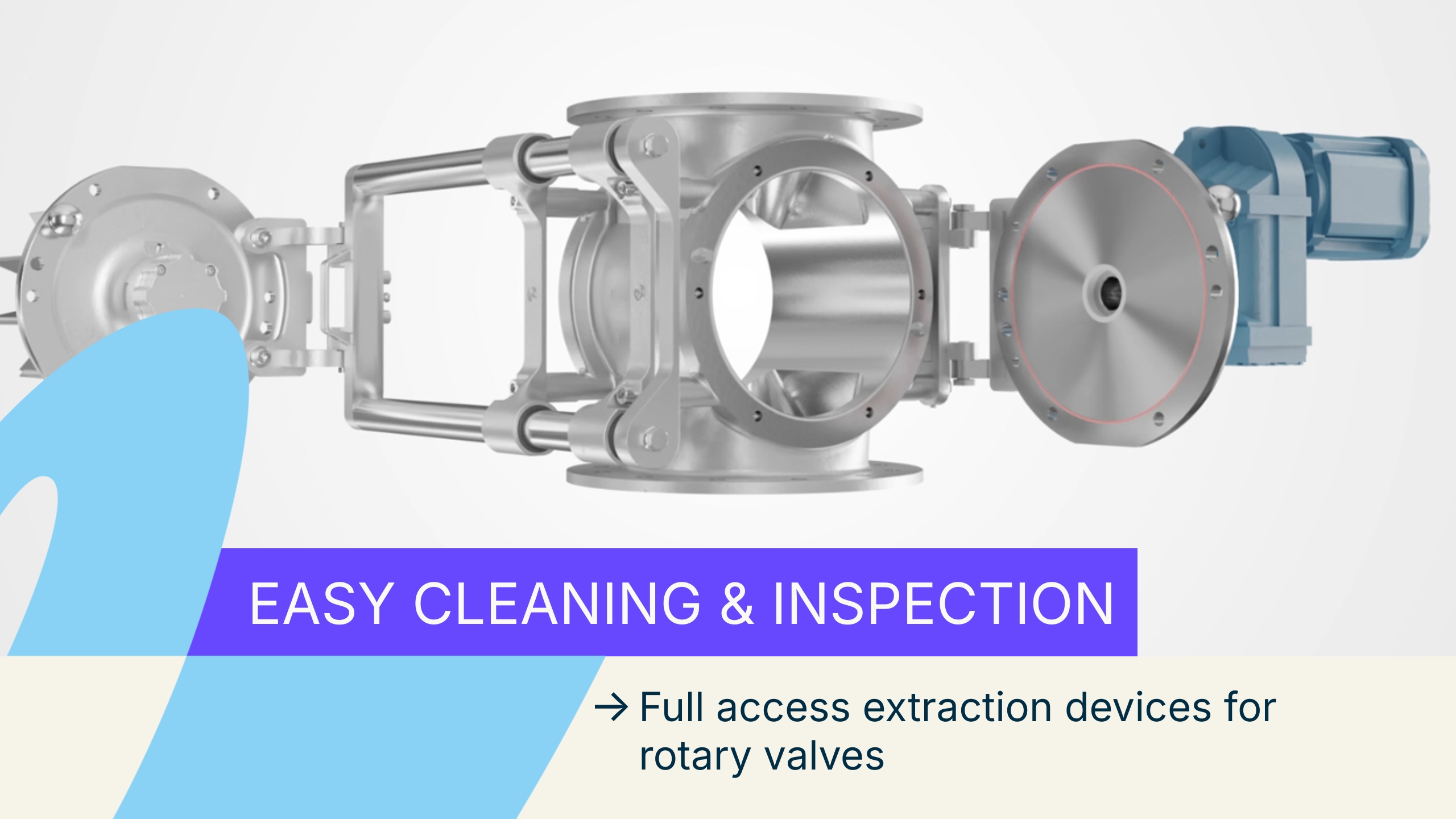
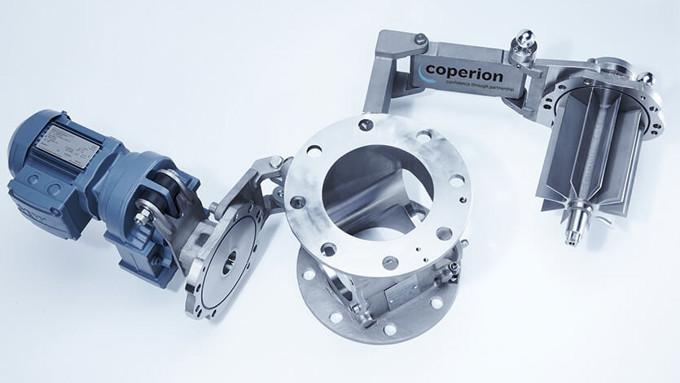
Coperion components have proved their reliability in the food industry over many years. They innovative sanitary and cleaning friendly designs are optimized for time and ultimately cost savings. Newest developments such as the full access devices for bigger rotary valves have been designed with the user in mind and allow for easy handling of the systems.