In addition, there are different options available for the type of screw configuration. For example, if the cohesiveness of a powder increases due to a higher content of moisture or fat, a twin screw with a finer pitch might create a type of extrusion or squeezing effect that releases the moisture and causes additional material buildup issues. In this case, an auger type screw configuration with a larger tolerance on screw flights might be better suited.
Flow-aid devices that may be required in or on the feeder’s hopper will assure that the process material flows into the feeding device as uniformly as possible.
A range of flow-aid devices include:
- Mechanical hopper agitators that stir the material and break down any bridging or rat-holing of the material.
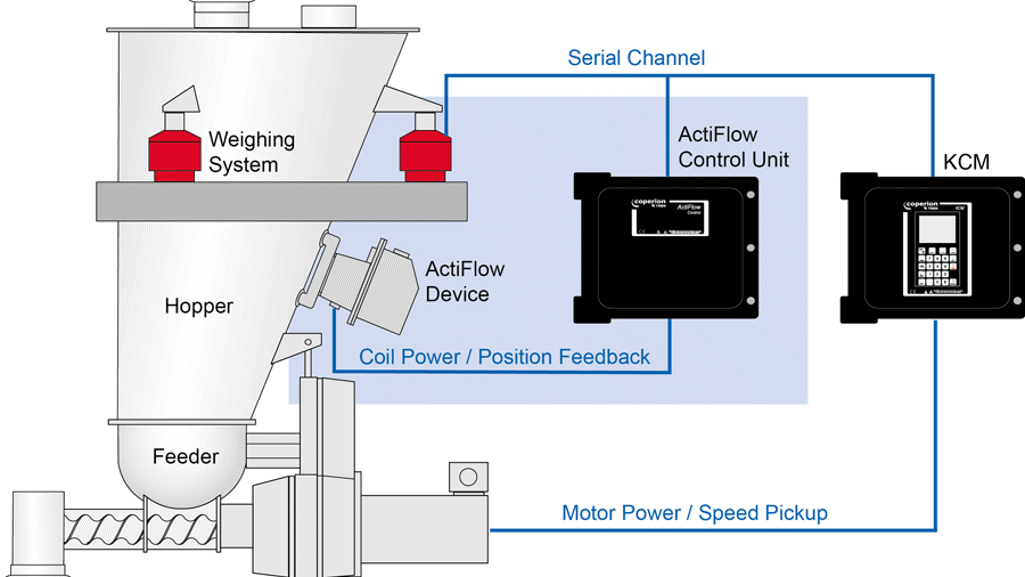
- Integrated vibration technologies, such as the innovative Coperion K-Tron ActiFlow device, which operates by applying vibration to the hopper wall using an external drive at a variable frequency and amplitude.
2. Weight Balancing and Isolation from Vibration Influences
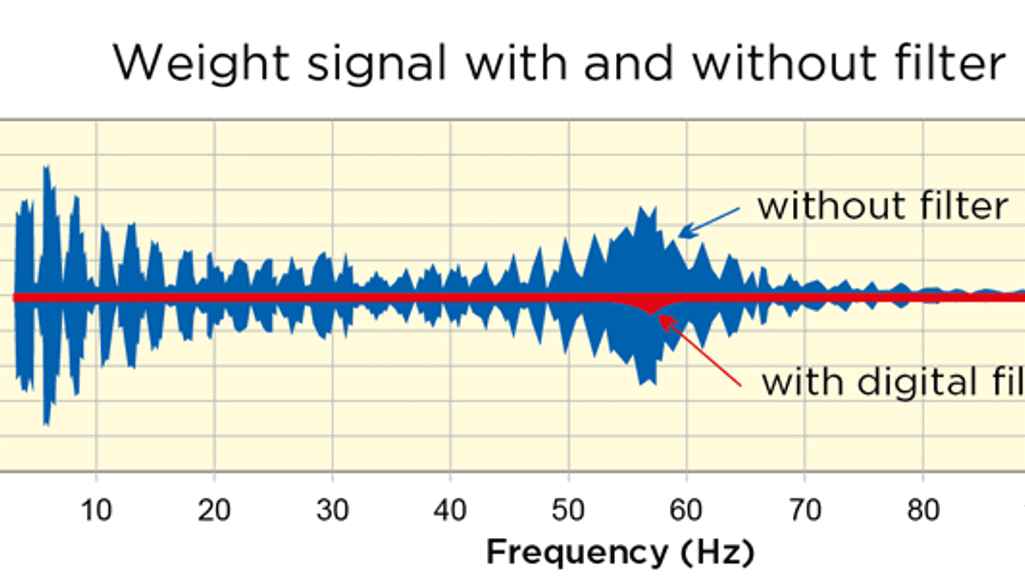
Because weighing is the basis for feeding accuracy, the feeder as well as the weighing unit must be isolated from the influences of external forces, friction, vibrations or shock. This is accomplished by installing flexible connections e.g. at the feeder inlet and outlet. The feeder must have a stable mounting on shock mounts, and strong air currents near the feeder must be eliminated. Modern load cells and control algorithms, such as those supplied by Coperion K-Tron, measure the weight and apply sophisticated digital filtering algorithms to eliminate typical plant vibrations from the weighing data.