Isolating the Feeder from Your System
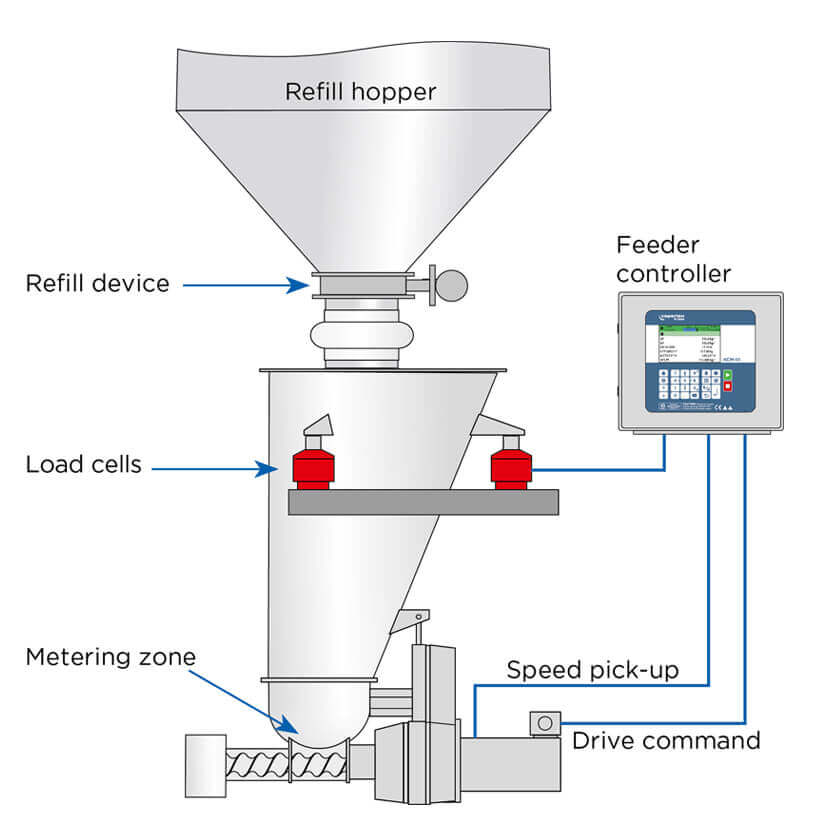
Since the LIW feeder’s operation depends upon accurate weight measurements of the material in the hopper, it is imperative that the feeder and weighing devices are completely isolated from the upstream and downstream processes so as not to influence the overall weight signal. In the case of a continuous process, the upstream process may include a pneumatic receiver or a large hopper/IBC — both with a modulating valve. If this receiver or hopper is directly coupled to the feeder, the scale interprets the overall weight as much higher. Therefore, it’s essential that the feeder be isolated with flexible connections to both upstream and downstream equipment, with adequate space for maintenance.
One of the most common connection types is the flexible bellows. These bellows are typically constructed of a flexible elastomer, such as silicone. If these connections are too tight, too many tensile forces are exerted on the feeder below. This can cause the feeder controller to give an incorrect weight signal. Conversely, if the bellows are being sucked inward due to influences of pressure, these forces will also cause deviations in the weight signal. Figure 5 illustrates bellows designs that are too loose and too tight.
It is essential that the process connection isolates the feeder from any noise or force that may impact the feeder and scale performance. Often these issues may result after shutdown or maintenance has occurred, and the flexible connections have been re-installed improperly. If your feeder is experiencing performance issues after a maintenance program, the first place to troubleshoot is by examining the system’s flexible connections.
Compensating for Pressure and Vacuum Shifts
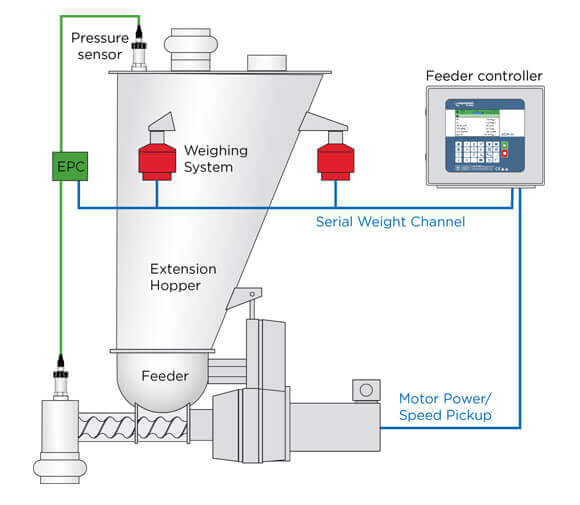
If a LIW feeder discharges material to a non-ambient-pressure environment, such as a pressurized conveying line, a pressure pulse (air leaking from the downstream system through the feeder’s discharge tube to the weight sensing device) can cause a feed rate error. Such a pressure pulse exerts a vertical force on the weight sensing device opposite to the hopper’s downward force. In effect, this force slightly lifts the load so the controller reads a lower weight than it should and decreases output to compensate for what it interprets as overfeeding. In addition, discharge pressure problems may be caused by extruder back pressure or vacuum, which are caused by changes in the downstream process. This could be back pressure in a mixer or extruder, or vacuum influences by a micronization or milling system, for example. To mitigate pressure fluctuations on the outlet, the cap may be isolated from the feeder by a flexible bellows rigidly mounted to an outside structure, such as a supporting frame.
At the same time, a feeder’s refill cycle increases air pressure in the hopper due to the sudden inflow of material. Any positive air pressure acts equally towards all sides and so also pushes up on the hopper lid and the refill valve. Because the force in the inlet area isn’t applied to the hopper lid but to the refill valve above, pressure forces inside the hopper aren’t balanced. Due to the inlet opening, forces acting upon the lid are lower than those acting oppositely on the floor of the hopper. These higher forces result in an increase in the weight signal. The LIW controller would interpret the increased weight signal to mean that mass flow is slowing and react by erroneously increasing the feeder output and creating a mass flow error.