High Accuracy for Best Quality
Due to the tight tolerances of the chemical composition of the final product, the customer's formulations required high accuracy addition of the bulk solids. To achieve this, high-resolution (1:8,000,000 in 20 ms) Smart Force Transducer (SFT) digital load cells were used. With the KCM-III control unit, specially developed for high accuracy bulk feeding, the system can achieve feeding accuracies of +/- 0.25% (2 sigma), measured by taking 30 continuous measurements within 60 seconds.
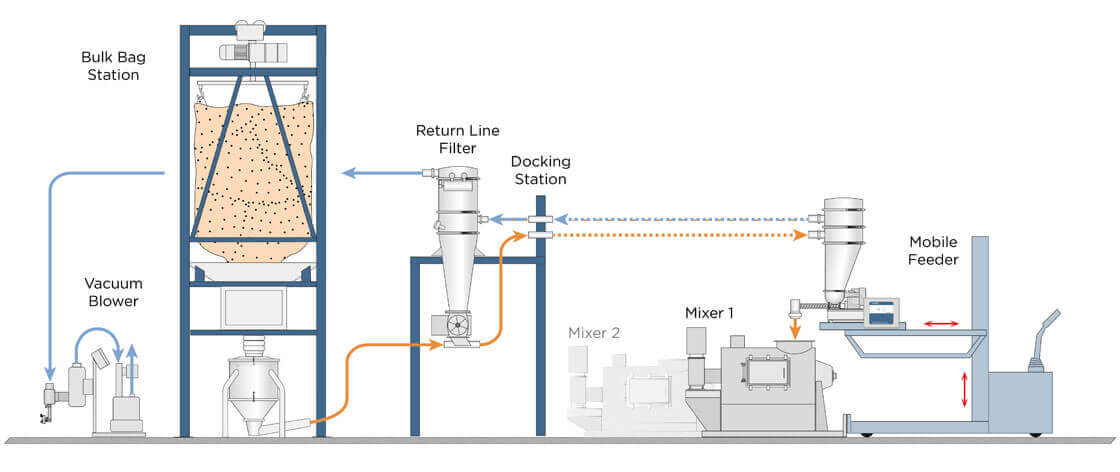
Automatic Dispending of the Powder from Big Bags
The bulk material is delivered to the plant in so-called "big bags". Part of the process included the unloading of these big bags and the transport of the bulk material to the work area, where the mobile feeder is located. The solution for this task was a semi-automatic unloading station with chain crane, as well as a dust-free bag opening point. From the unloading station, the bulk material is pneumatically conveyed to the feeder. A pump is used to draw air out of the system, which creates a vacuum flow and sucks the bulk material into the specially equipped feeder hopper, similar to a vacuum cleaner.
Low Installation Height
The height restrictions of the processing area where the feeder is used limits the installation height of the system. A standard vacuum separator or cyclone with filter could not be placed above the feeder. Therefore, a receiver head was integrated directly in the feeder hopper and a filter receiver was placed in the return line. For refilling, the feeder returns to the docking station where it is connected to the vacuum lines. When refilling is started, the air stream with the bulk material is conveyed directly into the feeder hopper. Due to the diameter expansion in the hopper, the air velocity is throttled, and the bulk material settles while the air continues into the filter receiver, where any solid particles left in the air are filtered out. To ensure that no bulk material is lost, a rotary valve is installed under the filter receiver, which conveys the residual dust back into the conveying line.
Conclusion
The development of this creative solution, tailored specifically to the application, is a very good example of how to optimize a process and increase efficiency and quality in close cooperation with the customer. Coperion K-Tron provided Johnson Matthey with two of these mobile batch feeding stations and also designed additional custom mobile feeder solutions for other processes in their plant. “Coperion K-Tron did not just supply us with a piece of equipment,” says Ben Miller, Plant Manager, Johnson Matthey. “They provided us with a complete solution which significantly increased the efficiency of our process.”